Courtesy of: Inductive Automation
Weaving it all together with Web Technology
Bronco Wine Company, Ceres, CA (the producer of “Two-buck Chuck”) uses FactoryPMI for enterprisewide process monitoring, control, and troubleshooting. It was a business decision to use this technology, and is paying off handsomely for the Franzia family-owned business.
Bronco Winery — Who are they?
“Bronco Winery is passionate about producing its wines with a consistent color, flavor, and ‘mouth-feel’”, says John Franzia, a co-owner in the California-based Bronco Wine Company. He is also a 60-something embracer of technology. He comments “Anytime, everywhere”—referring to his company’s adoption of Inductive Automation’s FactoryPMI Plant Management software solution to help his staff run their wine business.
The metrics are staggering. Their top brand—Charles Shaw— sells for $2 in California, and is known as “2-Buck-Chuck”. They produce and ship over 45 million liters or 12 million gallons of this brand annually.
Other wineries that use Bronco’s services require rigorous testing and process validation since it is THEIR reputations on the line. Bronco, with facilities in Ceres, Escalon, Napa, and Sonoma can manage this and all sides of their business because of the processes they have put into place.
“FactoryPMI is an integral part of our success,” suggests Bob Stashak, winemaker at Bronco’s Domaine Napa winery. “Our reputation is at stake.”

Meet Paul Franzia, Engineering Manager
“We are growers, producers, blenders, bottlers, and exporters of wine.” This suggests that the complex processes and procedures of winemaking have to be right.
“We are growing all the time,” he says.
He is responsible for the move to FactoryPMI. “We were using a SCADA product for environmental controls, and interfacing it [HMI] with the PLCs that were doing the control,” says Franzia. “Communication was sporadic, and was frequently non-responsive,” he mentions.
As the need to bring more information to more people grew, it was obvious that Bronco had a problem.
“They wanted big dough to re-license each existing client,” lamented Franzia. “FactoryPMI doesn’t use this model.” It is estimated that Bronco saved over $300,000 on client licenses alone.
That wasn’t the only battle that Bronco was fighting. Their enterprise plant management and SCADA solution needed to integrate with the databases from other enterprise software applications (IFS Maintenance Management Software and ProPak). It needed to provide scalability for over 150 clients in their 4 locations, plus remote access for troubleshooting.
Project costs were important. The selected software had to be efficient in deployment of clients and development of applications due to the geography. When a new project came on-stream, everyone needed to have it—automatically. And when a new client was needed, or client access rights had to be modified, it needed to be done quickly. A web-deployed system using open standards would be desirable.
And with compliance issues of utmost importance, reporting in both real-time and historically was paramount!
With the multiple plants, Bronco also had a need for all people to see all things.
“We needed to upgrade.” Paul Franzia states.
Bronco chose FactoryPMI from Inductive Automation.
FactoryPMI is a database-centric enterprise-class plant management and SCADA software which is helping Bronco Winery streamline their business as well as helping them meet their production targets and the stringent compliance requirements of the wine industry.
FactoryPMI uses a web browser to launch its client interface. Any computer that can connect to the network and run a browser is a FactoryPMI client. All the user needs is a login ID, and they can access the system to the level which their login group allows them to go.
Administrators can add or delete users on the fly, in real-time— and from anywhere! The security model inherent in the software allows for administrators to fine tune the projects, set user policies and tracks the activities at every FactoryPMI client.
FactoryPMI uses an SQL database as its engine. Interacting and sharing information with different databases is one of the main design features behind FactoryPMI.
A full reporting tool for real-time and historical data was attractive to Bronco—especially the ‘Click-to-Graph’ component.
FactoryPMI is a solution for operations as well as the business, connecting the enterprise from the plant floor to the back office. Based on standard software platforms such as Java and OPC, FactoryPMI allows Bronco to implement Paul Franzia’s dream of having real-time insight into the operations for himself and his supervisors, and John Franzia’s desire to stay successful.
How FactoryPMI is Working for Bronco
Real-time? No problem. In the past, many of the operations were based on paper and telephone conversations. “I can be in Napa, and see what’s going on in Ceres right now. Sometimes, I tell the supervisor that there is a problem before he even knows. FactoryPMI has given us insight into our business,” Franzia states.
Phone calls from supervisors can come to Paul Franzia’s phone at any time. Regardless of where he is (even in his truck he can use his laptop and air card), he can log into the system, and onto the screen that his supervisor is looking at and provide instant ‘managerial’ feedback and help.
Management efficiency is bettered greatly.
“Manual operations are where the mistakes happen. We are removing those opportunities so they (the operators) can’t make mistakes.”
Supervisors need access to their area of responsibility from wherever they are. Ken Cullum, Maintenance Manager at the Ceres Winery says, “Our refrigeration guys would have to record the same data in four different places. Now they enter it at any FactoryPMI station.”

Benefits to the Winemaking Process
The locations, although miles apart, need to appear on— screen as if they were under the same roof. FactoryPMI’s project redirection feature allows that to happen. There are presently six servers running FactoryPMI—four in Ceres, one in Escalon, and one in Napa. Each server has certain projects running on them. When a user needs to view a different part of the operation, the software redirects the client to the required project even if it’s on a different server.
Server clustering allows the FactoryPMI servers to be redundant. These servers can run the same projects, and in future state, the servers will be configured in a clustered environment which will provide redundancy.
Bronco blends wine for that consistent ‘mouth-feel’ that John Franzia talked about. The winemakers need historical data such as temperatures, and analytical data to determine which tank of wine to use for their current schedule.
Tank management is a huge part of a winemakers’ daily and weekly job description. FactoryPMI serves up the data to allow them to make the business decisions necessary to properly manage their raw assets.
If a tank temperature went too high, they will know, and will be able to adjust their procedures accordingly. Bronco is moving towards wireless tank gauging, which will be monitored by FactoryPMI. Reports and real-time alerts will be pushed to the managers and the winemakers automatically.
During crush [a 24/7 grape harvest season], the weather is king. Everything is subject to change, and when it does everyone needs to know now. When a winemaker changes the plan, the process has to be agile and react. Cross-shift information exchange is no longer a challenge for Bronco.
FactoryPMI interfaces with the ProPak ‘grower relations’ database. Trucks carrying grapes arrive at the winery, and the load is analyzed and data entered into ProPak. When the same truck arrives at the dump pit some time later, FactoryPMI interrogates the ProPak database, and compares the information with its own database, which has been manipulated by a winemaker.
During crush, there is no time for mistakes. “Our seasonal employees are not wine-wise,” says John Franzia. “They don’t know the difference between a zinfandel grape and a chardonnay, and these are the employees that are dumping the trucks.”
The right truck HAS to be dumped into the right pit, at the right time. If the wrong load gets dumped into the wrong pit, it could mean the loss of hundreds of thousands of dollars to Bronco for each occurrence.
Without manual intervention, the truck is only dumped if everything matches.
Benefits to the Bottling Operations
In all locations everyone knows ‘how you’re doing’ because of FactoryPMI. As Dino Rossini, Operations Manager suggests, “We produce a minimum of 20,000 cases a day here. This is our only KPI [Key Performance Indicator]. That’s the only thing that matters, and no one can fool the system.”
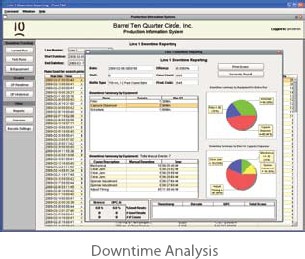
“The downtime analysis from FactoryPMI gives me the ability to ‘predict’ failures based on my knowledge,” he says. “The login and security gives the operator ownership of the ’ whatever it is that he is about to do’.”
“The trending and relational data logging of PMI helps me out in a big way. The historical rear view mirror is especially helpful when we are trying to figure out a problem.”
“They can look at it, and they can do something about it!” exclaims John Franzia.
The Click-to-Graph function has been especially useful. “Click it and up it comes,” smiles Paul Franzia.
Robert Hall, Production Manager at the Ceres Winery adds, “We use FactoryPMI to track our efficiencies, and chart our downtime. It helps with line setups as well.”
Once the wine is bottled, the finished product is trucked to a climate controlled warehouse. Based on real-time and anticipated data from the weather service, FactoryPMI tells the PLC what to do. “This is where using Java makes things like this easy,” says Paul Fallgren, the chief integrator of the Bronco technology solution at Calmetrics. “We could not have done what Paul (Franzia) wanted to do with conventional software. FactoryPMI uses industry standard methods and practices which allows me to integrate our solution with all of the other technology that Bronco uses. The owner’s demands are high, and we can respond. Their needs can be easily met with FactoryPMI development timelines.”
Reporting, Troubleshooting and Tech Support
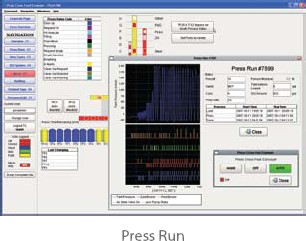
“I’m the eye in the sky with FactoryPMI and all of the managers know it,” grins Paul Franzia. Using the graph trending, data logging tables and Click-to-Graph, Franzia can easily track and pin-point operational issues to solve problems in real time. The downtime reporting tools within FactoryPMI are really what he likes. “That’s the best,” he states very deliberately. The information that is gleaned from these reports has justified capital expenditure, and “made us better.” He was referring to hitting the production targets on a shift by shift basis. They rarely miss.
Rossini was very complimentary of Inductive Automation when it came to tech support. “We know who we’re dealing with, and can put a face on the company. They fix it.” This response was to the question of ‘What do you do when things don’t work as planned?’
Paul Franzia concurs. “We talk to the people who know, not a call center.”
John Franzia wraps up our conversation by saying, “We have a hell of a lot of stuff on it. It’s pretty impressive what the software can do.”
Paul Franzia is very matter of fact when he says that he can be in five places at once. “It makes me a better manager. Efficiencies have improved upwards of 30%, productivity targets are hit everyday, and I can be more responsive to the business and to my managers.”
Steve Hechtman, President of Inductive Automation has often said, “I am always looking for something that’s too good to be true.”
Bronco Winery has found it!